
用途:
廣泛應用于石油化工、壓力容器、食品機械、醫療機械等相關產業。
焊接位置:
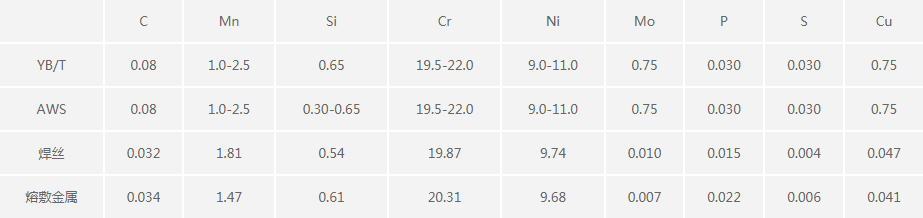
熔敷金屬化學成分(wt%):
熔敷金屬機械性能:

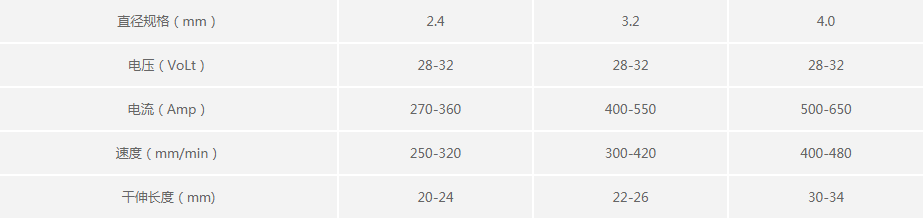
焊接電流參數:DCEP(DC+)
1.焊劑使用前須經300-350℃烘干1~2小時;焊絲使用前應是干燥、無油、無銹蝕狀態;
2.焊接前注意清潔母材鐵銹、油污、水分等雜質;
3.厚板底道焊接時應采用低電壓、小電流、慢速焊接,建議多層多道焊接,預熱及道溫16-100℃。



 低碳鋼及高強鋼用
低碳鋼及高強鋼用 藥芯焊絲
藥芯焊絲